| Problem |
Cause |
Remedy |
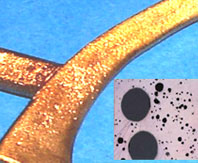
| Flashing or Finning |
|
|
 |
Incorrect powder/water ratio
(too much water) |
Use correct amount of water (especially
important with vacuum investing machines) |
 |
Work time of investment too long.
Slurry start to set while still under vacuum. |
Ensure the work time is fully used.
Normally 8 minutes. |
|
| Casting the material with too much force. |
For centrifugal casting, use the correct
spin For vacuum casting, reduce pressure. |
|
| Moving flask too soon |
Leave the flasks for at least 1 hour. |
|
Moulds allowed to dry out before
burn out. |
If not burning out the same day, keep moulds wet by covering with wet sacking. |
|
| Flasks overheated during burn out. |
Ensure maximum burn out temperature
does not exceed 750 °C |
 |
| Bubbles |
|
|
 |
Investment too thick. Too little water. |
Use correct powder/water ratio. |
|
| Vacuum pump/tank faulty. |
Ensure equipment is regularly serviced
and adequate for the task. |
|
| |
|
|
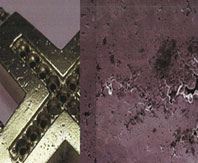
| Water marking |
|
|
 |
Incorrect powder/water ratio
(too much water) |
Use correct amount of water (especially important with vacuum investing machines) |
|
| Work time of investment not used up. |
Ensure the work time is used up and slurry temperature is 20 - 30 °C. |
|
| Investment powder expired(too old) |
Do not keep investment too long time. |
|
|
| Blister |
|
|
 |
Dewax soak time not long enough. |
Extend time for dry dewax at least 3 hours
(temperatures between 150 to 250°C) |
|
| Flasks dewaxed at too high temperature. |
Do not exceed 250°C during dry de-wax.
Wax will boil and erode investment surface. |
|
| Flasks put in furnace too soon after investing. |
Leave flasks undisturbed for a minimum of
one hour before de-wax. |
|
| |