Skip to content
+ 66 86 321 2417
language
Home
Products
Technical data
About SCP
Quality control
Blog
Contact Us
X
SCP
Contact
Siam Casting Powders Ltd.
SIAM CASTING POWDERS LTD.
SIAM CASTING POWDERS SUPPLIES THE FINEST-QUALITY INVESTMENT POWDERS AND MATERIALS FOR THE LOCAL CASTING INDUSTRIES
Contact us
SCP -
TECHNICAL DATA
HOME
/
TECHNICAL DATA
Jewellery Trouble Shooting
Casting problems
Flashing or Finning
Cause :
Incorrect powder/water ratio (too much water)
REMEDY :
Use correct amount of water (especially important with vacuum investing machines)
Cause :
Work time of investment too long. Slurry start to set while still under vacuum.
REMEDY :
Ensure the work time is fully used. Normally 8 minutes.
Cause :
Casting the material with too much force.
REMEDY :
For centrifugal casting, use the correct spin For vacuum casting, reduce pressure.
Cause :
Moving flask too soon
REMEDY :
Leave the flasks for at least 1 hour.
Cause :
Moulds allowed to dry out before burn out.
REMEDY :
If not burning out the same day, keep moulds wet by covering with wet sacking.
Bubbles
Cause :
Investment too thick. Too little water.
REMEDY :
Use correct powder/water ratio.
Cause :
Vacuum pump/tank faulty.
REMEDY :
Ensure equipment is regularly serviced and adequate for the task.
Water marking
Cause :
Incorrect powder/water ratio (too much water)
REMEDY :
Use correct amount of water (especially important with vacuum investing machines)
Cause :
Work time of investment not used up.
REMEDY :
Ensure the work time is used up and slurry temperature is 20 – 30 °C.
Cause :
Investment powder expired(too old)
REMEDY :
Do not keep investment too long time.
Blister
Cause :
Dewax soak time not long enough.
REMEDY :
Extend time for dry dewax at least 3 hours (temperatures between 150 to 250°C)
Cause :
Flasks dewaxed at too high temperature.
REMEDY :
Do not exceed 250°C during dry de-wax. Wax will boil and erode investment surface.
Cause :
Flasks put in furnace too soon after investing.
REMEDY :
Leave flasks undisturbed for a minimum of one hour before de-wax.
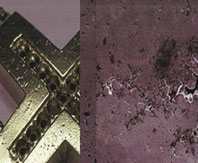
Rough surfaces
Cause :
Rough waxes.
REMEDY :
Use too much powder on the rubbers.
Cause :
Flasks dewaxed at too high temperature..
REMEDY :
Do not exceed 250°C during dry de-wax. Wax will boil and erode investment surface.
Cause :
Steam de-wax for too long..
REMEDY :
Steam, de-wax for a maximum of 1 hour. Steam will erode surface of the casting.
Cause :
Flasks overheated during burn out..
REMEDY :
Ensure maximum burn out temperature does not exceed 750 °C
Cause :
Metal temperature too hot.
REMEDY :
Reduce metal casting temperature.
Rough surfaces
Cause :
Usage of low quality metal.
REMEDY :
Do not use more than 50% recycled alloy and ensure it is clean.
Cause :
Reaction with investment temperature. (Flask temperature too hot)
REMEDY :
Reduce flask temperature down, Specially on big design.
Cause :
Overheating the metal.
REMEDY :
Reduce metal casting temperature.
Cause :
Temperature inside furnaces over.
REMEDY :
Ensure the quality of Thermocouple can control temperature.
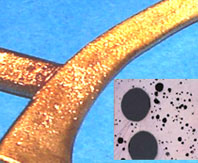
Shrinkage porosity
Cause :
Incorrect spruing
REMEDY :
Sprues should be attached to the heaviestpiece of the casting. Thereshould be sufficient sprues to ensure the casting is adequately fed.
Cause :
Flask temperature too cold.
REMEDY :
The flask temperature should be just hot enough to achieve complete fill.
Incomplete casting
Cause :
Metal or flask temperature too cold.
REMEDY :
Increase casting temperatures. If the metal or flask is too cold, the metal will freeze before completely filling the mould.
Cause :
Improperly sprued.
REMEDY :
the sprue system should be designed to allow the metal to enter easily and without restriction.